
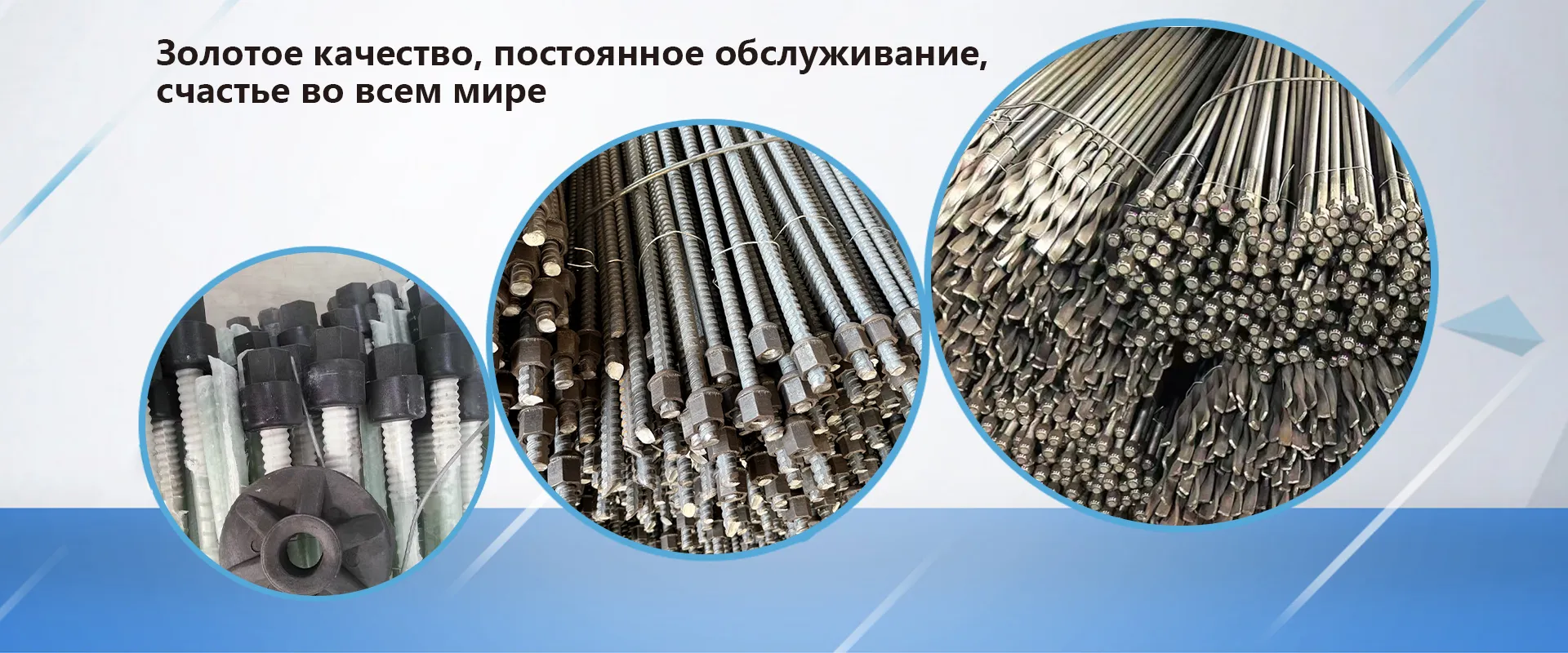
Китай полая инъекционная анкерная крепь заводы
Когда ищешь китайских поставщиков полых инъекционных анкеров, первое, с чем сталкиваешься — это миф о тотальной унификации продукции. На деле даже в рамках одного завода могут быть три разных техпроцесса для анкеров типа R32 и R38, причём разница в качестве прокатки резьбы иногда достигает 30% по износостойкости. Помню, как в 2019 мы закупили партию у фабрики в Хэбэе, где заявленная марка стали 35CrMo не выдерживала проверки ультразвуком — оказалось, термическую обработку сократили на 20 минут для экономии энергии. Такие подводные камни не увидишь в каталогах.
Технологические тонкости, которые не пишут в спецификациях
Главный парадокс полая инъекционная анкерная крепь заключается в том, что визуально идеальные образцы часто проигрывают анкерам с микронеровностями на поверхности. При инъекционном методе шероховатость увеличивает адгезию смолы на 15-20%. Проверяли на шахте 'Распадская' — там специально сохраняют продольные риски от волочения труб, хотя многие поставщики стараются их отполировать.
Толщина стенки — ещё один момент. Стандартные 7-8 мм для R32 подходят далеко не всем пластам. В Кузбассе при работе с неустойчивыми породами приходится увеличивать до 9.5 мм, но тогда резко растёт цена. Китайские заводы обычно сопротивляются таким заказам — перенастройка линий прокатки для них нерентабельна при небольших партиях.
А вот с антикоррозийным покрытием у китайцев прогресс. Раньше использовали обычное цинкование, сейчас переходят на геотекстильные муфты с ингибиторами коррозии. Правда, срок службы таких систем пока не проверен в условиях северных рудников.
Оборудование и контроль качества: что действительно важно
Большинство заводов в Китае используют станки Taiwanese производителей, но есть нюанс — калибровку делают раз в квартал, а не раз в месяц, как требует технология. Из-за этого бывает разброс в диаметрах до 0.3 мм, что критично для инъекционных работ. Приходится самим организовывать выборочный замер каждой пятой трубы.
Система неразрушающего контроля — отдельная тема. Магнитно-порошковый метод применяют только для 20% продукции, хотя по стандартам должно быть 100%. Обнаружили это случайно, когда в партии от ООО Юннян Ханьдань Цзиньхэнфу Крепежные Элементы Для Горной Крепи нашли трещины у 7% анкеров. После этого начали требовать протоколы ультразвукового тестирования для каждой поставки.
Лабораторные испытания на статические нагрузки часто проводят на укороченных образцах — это распространённая практика. Но при длине анкера менее 1.8 м результаты искажаются. Пришлось вносить в контракты пункт о полномасштабных испытаниях.
Логистика и складирование: скрытые проблемы
Влажность при морской перевозке — бич для инъекционных анкеров. Даже при вакуумной упаковке конденсат проникает в полости, и через 45 дней начинается окисление. Пришлось разработать систему поглотителей влаги — теперь в каждый контейнер кладём силикагелевые картриджи массой 8% от веса груза.
Маркировка — казалось бы, мелочь. Но когда получаешь партию, где на половине анкеров стёрта маркировка лазером, приходится тратить неделю на пересортировку. Китайцы часто экономят на глубине гравировки — достаточно 0.15 мм, а делают 0.08.
Хранение на открытых площадках — распространённая ошибка. Даже оцинкованные анкеры теряют 5% прочности за год при контакте с агрессивной атмосферой промзон. На сайте https://www.jinhengfu.ru правильно указывают необходимость крытых складов, но на практике это соблюдают редко.
Региональные особенности производства
В Хэбэе сосредоточены в основном крупные заводы с устаревшим оборудованием, зато там сохранились специалисты старой школы. Их полая инъекционная анкерная крепь часто надёжнее, чем у молодых предприятий из Шаньдуна, где ставка на автоматизацию.
В Шаньси интересная ситуация с сырьём — местные сталелитейки производят сталь с повышенным содержанием марганца, что даёт интересный эффект: анкеры дольше сохраняют пластичность при низких температурах. Но для горячих шахт это не подходит.
Цзянсу лидирует по инновациям в области композитных покрытий, но цены на 25-30% выше. При этом их разработки в области полимерных муфт действительно продлевают срок службы крепей в солёных грунтах.
Адаптация под российские стандарты
Больше всего проблем с геометрией резьбы — китайские станки настраивают под метрические стандарты, а нам нужна дюймовая резьба для совместимости с отечественным оборудованием. Приходится заказывать специальные метчики и платить доплату 12%.
Сертификация по ТР ТС 012/2011 — головная боль. Китайские заводы не всегда понимают разницу между 'горной крепью' и 'временной крепью горных выработок'. Из-за этого теряем до трёх месяцев на согласованиях.
Интересный опыт с ООО Юннян Ханьдань Цзиньхэнфу Крепежные Элементы Для Горной Крепи — они одни из немногих, кто сразу предоставляет полный пакет документов для сертификации, включая протоколы испытаний на сейсмическую устойчивость. Видно, что работали с международными проектами.
Экономика vs качество: вечный компромисс
Ценовое давление приводит к тому, что заводы начинают экономить на мелочах. Например, уменьшают толщину стенки на 0.2 мм — визуально не определить, но несущая способность падает на 8%. Приходится везти с собой толщиномер и проверять выборочно прямо при приёмке.
Упаковка — ещё один пункт экономии. Картонные коробки вместо деревянных ящиков приводят к деформации анкеров при перегрузке. Потеряли как-то 3% партии из-за этого, теперь прописываем в контрактах тип тары.
Оплата по аккредитиву с отсрочкой — единственный способ заставить поставщика соблюдать условия. Если предоплата 100%, качество всегда хуже, это проверено на практике. Оптимально — 30/70 с проверкой перед финальным платежом.
Перспективы и тренды
Сейчас китайцы активно экспериментируют с биметаллическими анкерами — сталь 35CrMo плюс нержавеющая полоса в зоне инъекции. Дорого, но для ответственных объектов интересно. Испытывали на шахте 'Воркутинская' — показывают на 40% больше циклов нагрузки до разрушения.
Умные анкеры с датчиками деформации — пока экзотика, но ООО Юннян Ханьдань Цзиньхэнфу уже предлагают пробные партии. Дорого, зато дают реальную картину поведения породы.
Экологичность становится фактором выбора — новые составы для инъекционных смол без фенолов. Китай отстаёт здесь от Европы, но уже появляются лабораторные разработки. Думаю, через 2-3 года это будет стандартом.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- сетка сварная 3
- Армокаркас 12х 950х950мм
- Китай гост крепи анкерные поставщик
- Китай анкерная крепь расчет производители
- Анкерная крепь с полной резьбой производитель
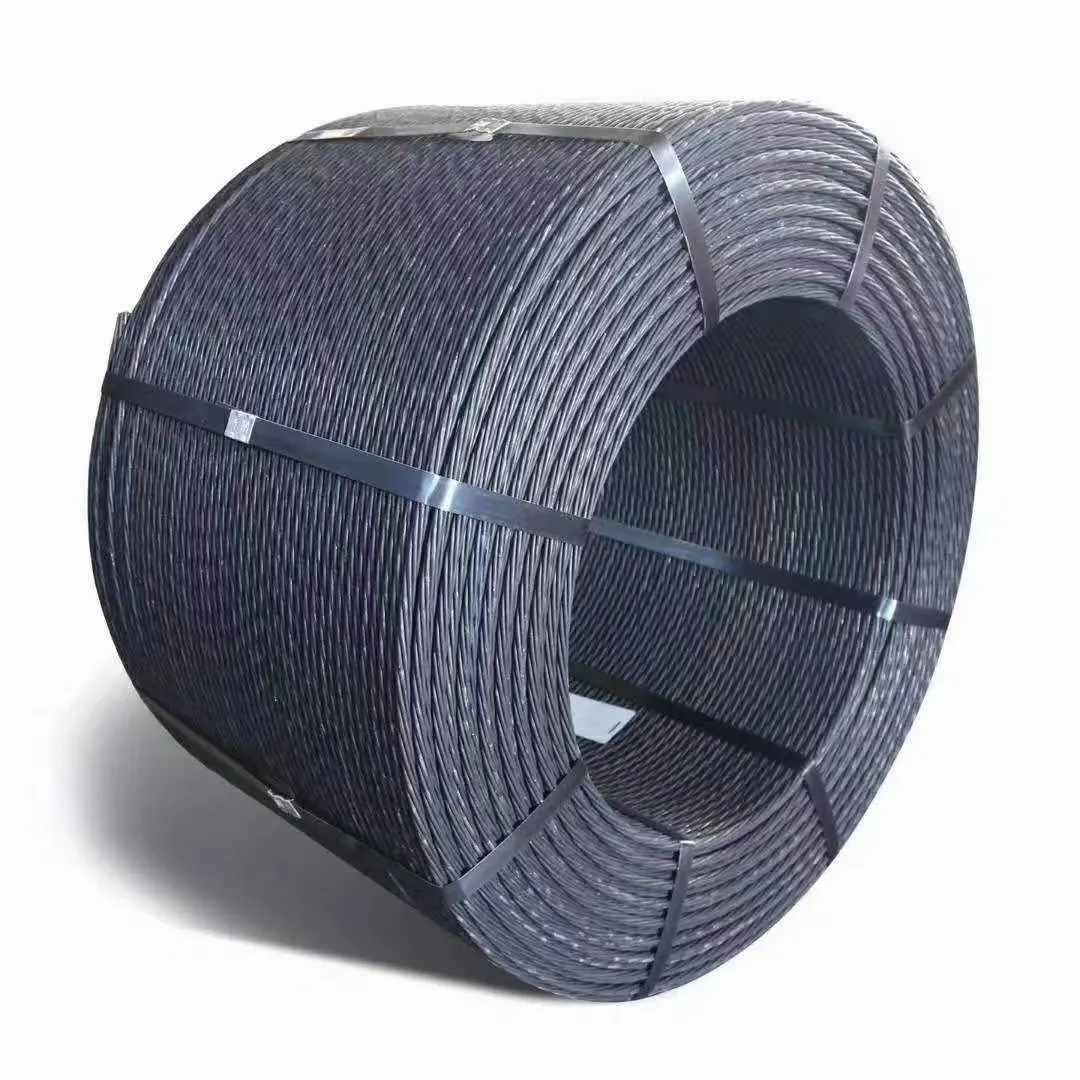
- Стальной канат подлежит браковке заводы
- Стальной канат производители
- Китай стеклопластиковая анкерная крепь заводы
- Применение анкерной крепи цена
- Эксплуатация стальных канатов поставщик



