
Китай шайбы анкерные прижимные для опорная пластина производители
Когда видишь запрос про шайбы анкерные прижимные, сразу вспоминаешь, сколько раз сталкивался с ситуацией, когда люди путают их с обычными крепёжными элементами. В горной промышленности разница критична — тут не просто соединение, а распределение нагрузки на всю опорную конструкцию. Многие поставщики до сих пор пытаются впарить штамповку с дефектами кромки, а потом удивляются, почему пластины 'играют' после полугода эксплуатации.
Технологические нюансы производства
Начну с того, что геометрия этих шайб — это не просто 'круг с дыркой'. Угол прижимной поверхности должен строго соответствовать контуру анкера, иначе будет микроскольжение. Помню, как на объекте в Кузбассе пришлось экстренно заменять партию от одного регионального производителя — их шайбы давали отклонение в 2 градуса, что привело к трещинам в крепёжных узлах.
Материал — отдельная история. Китайские заводы часто экономят на легирующих добавках, но у производители из Ханьданя, например ООО Юннян Ханьдань Цзиньхэнфу, я заметил стабильное использование стали 35ХМ. Проверял спектральным анализом — совпадает с заявленным. Хотя в 2019 году у них был досадный сбой по термообработке, когда партия пошла с твёрдостью 38 HRC вместо требуемых 42-45.
Сейчас многие переходят на лазерную резку вместо штамповки, но для горных условий это спорно. Волоконная структура металла при штамповке даёт лучшее сопротивление на срез. Как-то сравнивал показатели на крепи для шахты 'Распадская' — штампованные образцы выдержали на 12% больше циклов нагрузки.
Проблемы контроля качества
Главный подводный камень — контроль шероховатости контактной поверхности. Даже при идеальной геометрии, если Ra превышает 3,2 мкм, начинается интенсивный износ пластины. Разработали себе простой тест: проводим медным стержнем по поверхности — не должно оставаться заметных полос.
Упаковка — кажется мелочью, но именно из-за неправильной антикоррозийной обработки при транспортировке мы потеряли 1200 штук от поставщика из Тяньцзиня. Теперь всегда проверяем вакуумную упаковку на целостность и наличие ингибиторов коррозии.
Маркировка — отдельная головная боль. На некоторых партиях лазерная гравировка стиралась после монтажа, пришлось вести журнал фотофиксации. Кстати, на сайте https://www.jinhengfu.ru сейчас указывают, что используют глубину маркировки 0,15 мм — практичное решение.
Особенности монтажа в полевых условиях
При затяжке динамометрическим ключом многие забывают про последовательность — сначала предварительная затяжка до 70 Н·м, потом полная. Иначе опорная пластина деформируется неравномерно. Как-то пришлось переделывать 30% креплений на участке К-7 из-за этой ошибки.
Влажность в шахтах влияет на трение в паре 'шайба-гайка'. Приходится корректировать момент затяжки в зависимости от условий. Разработали таблицу поправочных коэффициентов — снижаем на 8-12% при влажности выше 80%.
Самое неприятное — когда производители экономят на диаметре наружной поверхности. Стандарт для прижимные конструкций — минимум на 5 мм больше гайки, но некоторые делают впритык. Результат — смятие материала пластины под нагрузкой.
Анализ рынка поставщиков
Из китайских производителей стабильно показывают себя предприятия из провинции Хэбэй. Их технологическая база изначально заточена под горное оборудование. Например, у ООО Юннян Ханьдань Цзиньхэнфу в ассортименте как раз есть сопутствующие элементы для горной крепи — это важно для совместимости.
Но есть нюанс: некоторые фабрики пытаются унифицировать продукцию под разные отрасли, что для горнодобычи недопустимо. Требуются специализированные линии — видел как на одном производстве делали шайбы и для солнечных панелей, и для шахт. Это разные технологии и контроль качества.
Ценообразование часто не отражает реальное качество. Дороже не всегда лучше — проверяли партию за 28 руб/шт против аналога за 35 руб/шт. Более дешёвый вариант оказался с лучшей ударной вязкостью благодаря правильной закалке.
Перспективы развития продукции
Сейчас экспериментируем с комбинированными материалами — сталь+полимерное покрытие. Уменьшает вибрацию, но пока не достигли нужной адгезии при температурах ниже -25°C. Китайские коллеги предлагают вариант с медным напылением, но это удорожает на 40%.
Интересное направление — smart-шайбы с датчиками нагрузки. Тестировали прототипы от одного научного института в Пекине, но для массового производства ещё рано — стоимость неподъёмная, да и точность оставляет желать лучшего.
Тенденция к увеличению диаметра до 180 мм для новых крепей глубокого залегания. Тут важно соблюсти баланс между толщиной и массой — уже были случаи, когда монтажники отказывались работать с слишком тяжёлыми элементами.
Возвращаясь к производители из Ханьданя — заметил, что они постепенно внедряют европейские стандарты контроля, но сохраняют разумную цену. Для текущих проектов это оптимальный вариант, если нет требований к особым условиям эксплуатации.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
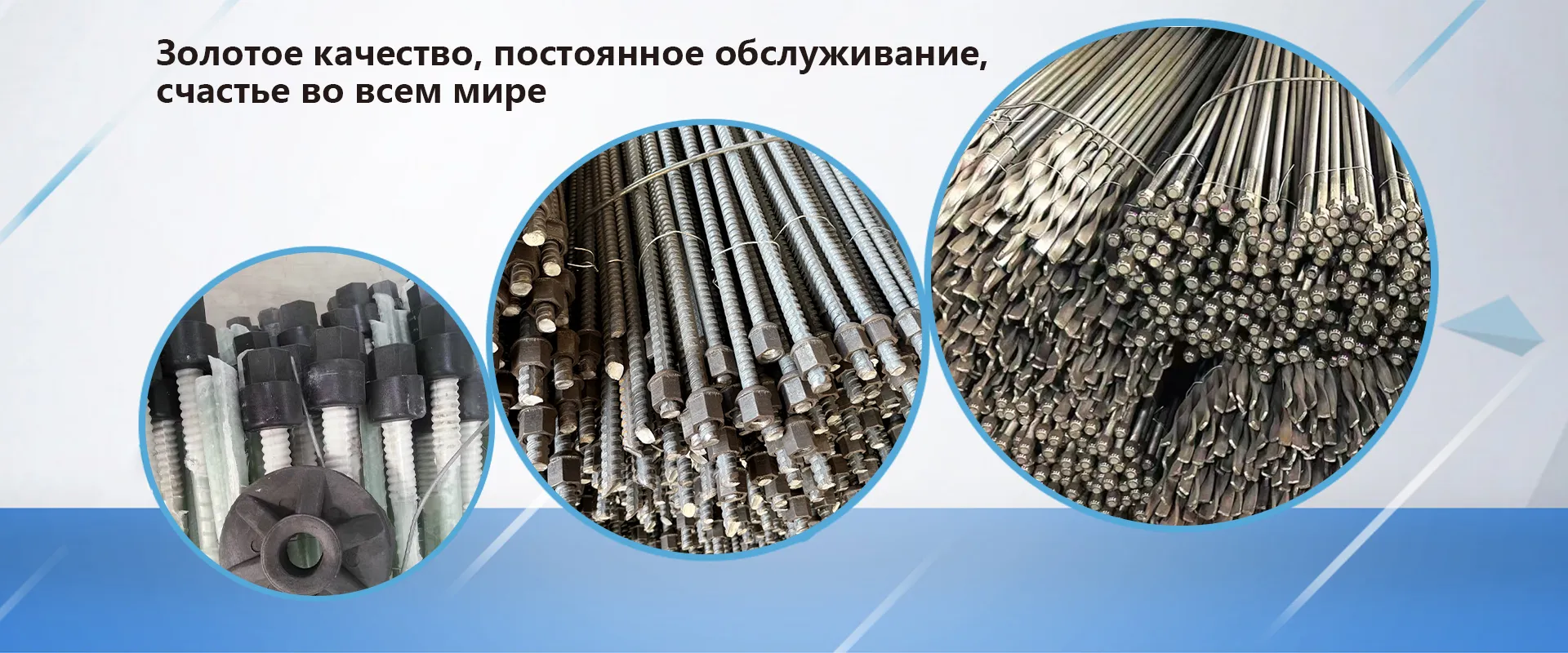
 Стальной канат
Стальной канат -
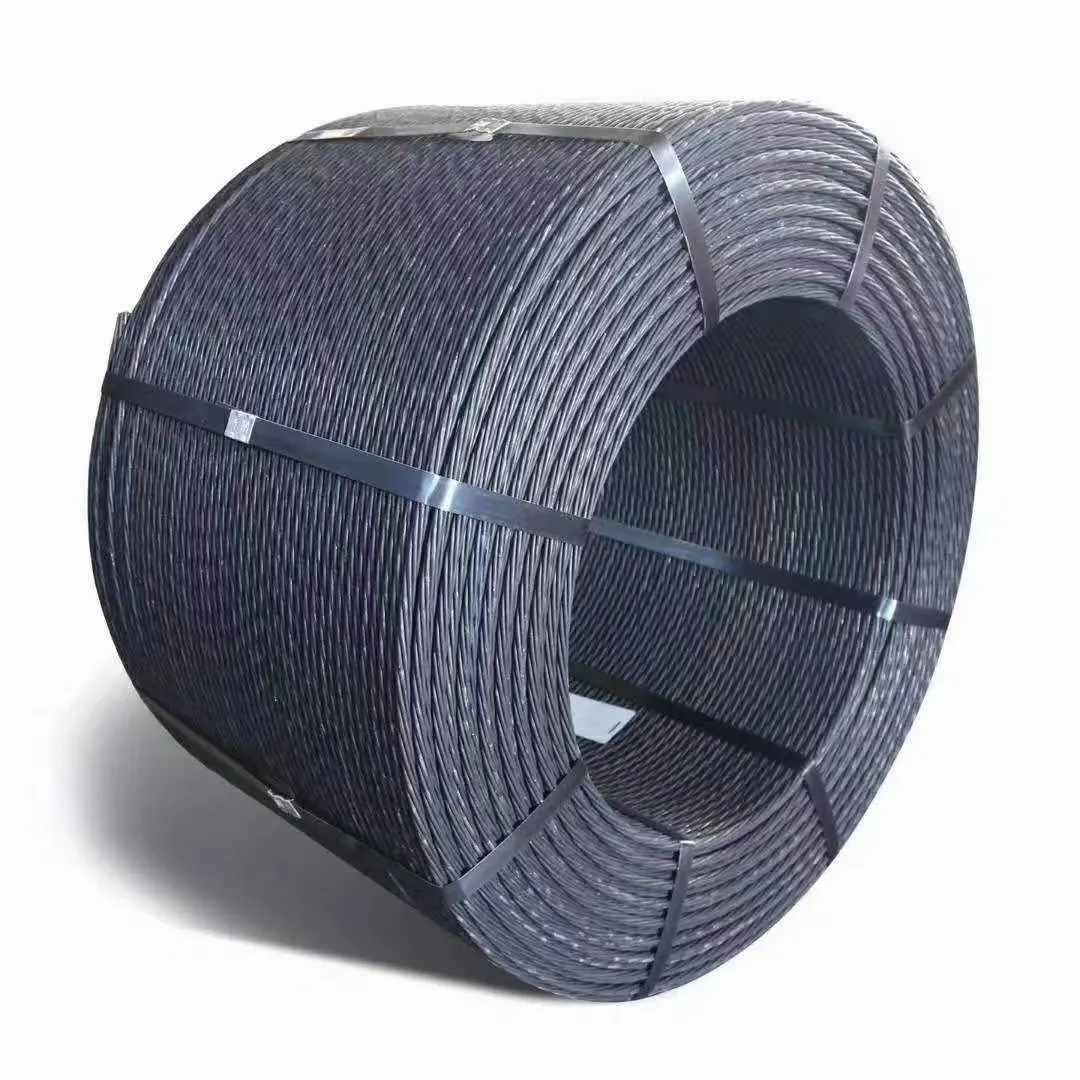
 Арматурная сетчатая панель
Арматурная сетчатая панель -
 Анкерный канат
Анкерный канат -
 Буровая штанга
Буровая штанга -
 Анкерный стержень из равнопрочной резьбовой стали
Анкерный стержень из равнопрочной резьбовой стали -
 U-образная стальная опора
U-образная стальная опора -
 Оцинкованная сетчатая панель
Оцинкованная сетчатая панель -
 Полый анкерный стержень
Полый анкерный стержень -
 Анкерный состав
Анкерный состав -
 Правосторонний анкерный стержень
Правосторонний анкерный стержень -
 W-образная стальная лента
W-образная стальная лента -
 Анкерный стержень из резьбовой стали без продольных рёбер
Анкерный стержень из резьбовой стали без продольных рёбер
Связанный поиск
Связанный поиск- Забор из сварной сетки основный покупатель
- Гайка анкерной крепи основный покупатель
- Китай высокопрочная анкерная крепь производители
- крепь анкерная фрикционная
- Столбы для сетки рабицы заводы
- Сетка стальная сварная основный покупатель
- Китай гост крепи анкерные заводы
- Китай равнопрочная анкерная крепь заводы
- Высокопрочная анкерная крепь поставщик
- Канат стальной оцинкованный поставщик



